可根据客户生产流程工艺特点,尊重业主意见,提供的控制系统对生产过程中流量、液位、温度、压力实时监控,达到提高产品质量,稳定生产,改善生产环境,降低劳力强度。

一、控制系统:
选用西门子PLC控制系统,生产过程可根据需要将自动控制状态切换到手动状态。
二、主机控制说明:
1、品名、批次管理控制:
投料量手工投入控制,系统设置相应的批号、溶媒体积、提取次数、罐内压力上限、夹套压力上限、提取液储罐液位上限等参数,确认无误后,点击启动。
2、投料控制:
人工投料完成后,自动进入加溶媒阶段。
3、进溶媒控制:
根据预设定的溶媒量,打开相应的加溶剂阀门,经阀门末端的流量计(电磁流量计)计量,累计至所设的加溶媒体积,自动关闭加溶媒阀,自动进入浸泡阶段。
4、浸泡、加热、煎煮(回流)温度控制和蒸汽压力检测,罐内压力检测:
浸泡控制根据需要可选择,冷浸泡(常温)以及温浸泡(加热到一定温度后浸泡),冷浸泡为加溶媒完毕后自动计时,温浸泡为加热到所设温度,开始计时,累计时间到所设的浸泡时间,自动进入升温阶段;一个提取罐内设1个温度检测点,对提取温度进行监测,根据监测温度自动调控,保证罐内温度达到工艺要求。
罐内温度控制,温控模块启动后首先自动开启管道蒸汽调节阀,通过控制设定的升温蒸汽压力,保持升温温度稳定快速上升,当温度到达所设温度时,蒸汽阀根据监测到的温度自动调控蒸汽加入量。
5、常压连续提油:
在升温和保温煎煮过程中,蒸汽通过卧式冷凝器,冷凝液连续进入油水分离器,通过工艺控制,保持油水界面高度,冷凝水连续回流至提取罐,往返循环直至提油结束。常压提取负压提取根据工艺要求进行相应调整。
6、放药计量控制,结束判断控制,放药堵塞判断控制:
判断是否满足放药条件(提取液储罐出液阀关闭,提取液储罐液位符合进液条件),开启底部放液阀、提取液去提取液储罐阀,通过负压或药液泵,药液经过滤器全部输送到提取液储罐。进入下一次提取过程。第二次提取如同第一次提取过程导入提取液储罐,系统可设定提取次数,一次提取完成后,自动进行二次的加溶媒、升温、保温、出液控制,待到达所设的提取次数、时间后,提取过程结束,进入出渣阶段。
7、出渣前抽真空控制:
提取结束后,自动打开提取罐排污阀,防止提取后马上出渣,车间蒸汽的弥漫,同时减少出渣时药材自带溶剂的滴漏,破坏车间环境。
8、、提取罐清洗控制:
需清洗时,经界面确认后,进入清洗阶段。换批清洗采用车间饮用水管网进行相应的清洗,自动开启自来水清洗阀门,根据需求可选择加热清洗、循环清洗等方式,清洗完毕,通过排污阀排污。
10、提取安全锁控制:
夹套压力保护:一般夹套都有一定的压力承受范围,通过在与夹套连通的进汽管道上加装压力变送器检测夹套压力,当夹套显示压力到达所设的夹套压力上限时,自动调小蒸汽调节阀,若压力还未下降,报警提醒人工观察现场情况,待异常情况排除后,程序继续继续运行。若夹套压力继续上升至压力上限时,自动关闭调节阀,人工开启疏水旁通阀。
提取储液罐:

1、测容检测、运行监测:
实时检测提取液储罐罐内液位,现场显示运行状态。
2、液位高低限报警在中控室内设置系统报警(画面闪烁,声音报警)。
双效浓缩器
1、品名、批次管理控制:
启动程序,设置相应的批号、名称、蒸汽压力、进液量、真空度、液位、罐内温度等参数。
2、浓缩启动、进药控制:
启动双效浓缩程序,首先判断是否可进入浓缩阶段,满足浓缩条件后,自动关闭罐体放空阀及进出液阀门,使罐体处于密闭状态,然后打开真空阀(真空系统联锁启动),待真空度到达所设的真空度,进入首次进液阶段;自动打开一、二效进液阀门,待蒸发室内液位到达所设的补液高位时,自动关闭相应进液阀,自动开启蒸汽调节阀,进入自动浓缩阶段(根据调试在进液过程中,可调节蒸汽调节阀,使药液循环运动,提高浓缩效率)。
3、浓缩器(加热室、一效、二效、冷却水、冷冻水)温度、真空度控制:
根据物料的性质,设定浓缩的温度、真空度,尤其在浓缩的时候,通过真空调节阀调节真空度,浓缩的后段,水份含量降低,真空和温度作出相应的调整,具体参数设定需要根据浓缩过程现场进行确定,实现过程的自动运行。
4、跑药消泡控制:
在特殊情况下,进料浓缩、补料、倒料过程中会产生泡沫(根据药材含有皂甙多少泡沫量不同)。
消泡方案有一:
除沫器上方安装管道视镜(人工观察),当出现泡沫时,打开进气阀,罐内注入新空气自动消泡。
消泡方案有二:
预防罐内产生大量泡沫,可在罐内设置机械消泡装置。
5、浓缩器集液罐液位控制及冷凝液自动输送、排放控制:
在浓缩集液罐安装液位开关,在浓缩过程中当受液器液位达到高位时,自动开启排液阀,进行浓缩冷凝液的排放,排放到设定高度后,自动关闭排液阀。
6、药液液位控制及自动补液、倒药控制:
在一、二效蒸发室中设置连续的液位检测仪表,当浓缩过程中检测到低液位时,自动开启相应的进液阀,待进液到高位时,自动关闭进液阀,在浓缩过程中,经过多次自动补液,当提取液储罐液位检测为0.00L(或者人为判断可以结束进液),说明本批次提取液仅剩下本浓缩器内的药液,浓缩至一、二效蒸发室内药液体积之和达到所设的倒罐体积,自动切断二效真空,打开放空阀,待二效真空度降为0.00MPa时,自动开启一、二效出液阀,实现从二效到一效的倒罐过程,倒罐结束,浓缩过程以控制一效温度、真空度稳定为目标。倒药结束以后,向二效加水,起到清洁二效的作用。
7、密度检测及浓缩结束控制:
倒罐结束后,继续浓缩,通过人工取样密度检测或在线密度检测(高精度需特别注意仪表清洁和保养),当密度检测到浓缩液密度到达所设的浓缩密度,首先自动关闭加热蒸汽调节阀和截止阀,浓缩真空阀,待夹套蒸汽压力为0.00MPa时,打开一效放空阀,进行放空,待罐内压力为0.00MPa时,再次检测密度是是否达到要求,并且人工检测确认,密度合格后,整个浓缩结束,打开一效出液阀、管道出液总阀,根据需要选择去单效浓缩或醇沉。
8、故障报警控制,安全联锁:
夹套压力保护:一般加热器管间都有一定的压力承受范围,通过在与加热器管间连通的进汽管道上加装压力变送器检测夹套压力,当夹套显示压力到达所设的夹套压力上限的70%左右时,自动调小蒸汽调节阀,人工开启疏水旁通阀,若压力还未下降,提醒人工观察现场情况,待异常情况排除后,程序继续运行。
蒸发室低真空药液保护:在浓缩过程中,若检测到任一蒸发室内真空度低于所设的浓缩最低真空度,自动调小蒸汽阀门,调大真空阀门开度。待异常情况排除后,继续浓缩。
蒸发室高温药液保护:在浓缩过程中,若检测到任一蒸发室内高于所设的浓缩最高温度,自动调小蒸汽阀门或暂时关闭蒸汽调节阀,待异常情况排除后,继续浓缩。
9、双效需配手动旁通点:蒸汽进阀。在自控系统故障,未断电的情况下,进液阀,出液阀,放空阀,真空阀等阀门开闭由电磁阀上手控钮实现。
10、总管上配置的进双效浓缩电磁流量计,可按品种分别计量各个品种进浓缩的累计量和醇沉上清液去浓缩的累计量,如果生产时提取液储罐不会边进液边出液去浓缩也可根据提取液储罐中的液位计计量各个品种进浓缩的累计量。
11、蒸汽压力、罐内温度、罐内液位、罐内真空度等报警在中控室内设置系统报警(画面闪烁,声音报警)。
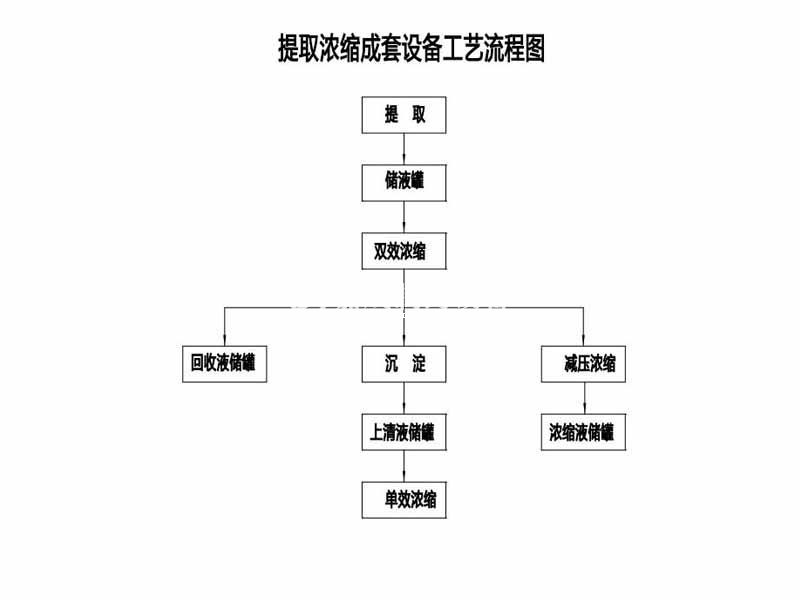
进液→浓缩→补液→倒液→判断浓缩终点→出液

上一篇:热回流提取浓缩机组的优点有哪些
下一篇:压片机
- 返回列表

热风循环干热灭菌柜
适用于制药行业的西林瓶、安瓿瓶、铝盖、金属及玻璃器皿件灭菌去热原和固体物料干燥灭菌
热风循环干热灭菌柜
适用于制药行业的西林瓶、安瓿瓶、铝盖、金属及玻璃器皿件灭菌去热原和固体物料干燥灭菌
多锅煎药机
... ...
多锅煎药机
... ...
全自动丸剂生产线
为了操作上的方便,用触摸屏来代替按键控制,采用触摸屏操作,操作数据显示在触摸屏,设置更简单便捷,一目了然。
全自动丸剂生产线
为了操作上的方便,用触摸屏来代替按键控制,采用触摸屏操作,操作数据显示在触摸屏,设置更简单便捷,一目了然。
瓶包装生产线
本联动线由理瓶机、数片机、旋盖机、封口机及贴标机等组成。 全线长度为8.5米左右,亦可转弯设计布放。
瓶包装生产线
本联动线由理瓶机、数片机、旋盖机、封口机及贴标机等组成。 全线长度为8.5米左右,亦可转弯设计布放。
煅药机
煅制温度与时间可调节,以保证加工质量;进、出炉采用手动提升装置;外壳及接触物料的部件采用304不锈钢制作,符合中药饮片认证要求。
煅药机
煅制温度与时间可调节,以保证加工质量;进、出炉采用手动提升装置;外壳及接触物料的部件采用304不锈钢制作,符合中药饮片认证要求。
240型往复式切药机
本机由电机、变速机构、刀架、步进退料、可调刀架机械等组成,由于采用了步进送料,使切制的片型均匀,可自由的掌握送料距离,不会造成
240型往复式切药机
本机由电机、变速机构、刀架、步进退料、可调刀架机械等组成,由于采用了步进送料,使切制的片型均匀,可自由的掌握送料距离,不会造成
饮片筛药机
用于原料药、半成品、成品、中药饮片的筛分。该结构合理,机器运转平稳,振动小,噪音低,维修方便,符合GMP要求。
饮片筛药机
用于原料药、半成品、成品、中药饮片的筛分。该结构合理,机器运转平稳,振动小,噪音低,维修方便,符合GMP要求。
片剂除粉器
片剂除粉器是为除去压片机压出来的药片所吸附的静电粉尘而研制的。它的设计与压片机相配套的,可适用于任何型号的压片机。
片剂除粉器
片剂除粉器是为除去压片机压出来的药片所吸附的静电粉尘而研制的。它的设计与压片机相配套的,可适用于任何型号的压片机。